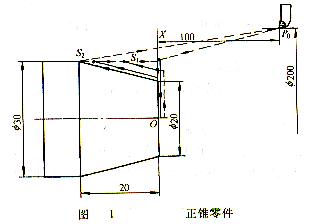
已知毛坯为 30mm的棒料,材料为45钢,试数控车削成如图所示的正锥。
30mm的棒料,材料为45钢,试数控车削成如图所示的正锥。
1.根据零件图样要求和毛坯情况,确定工艺方案及加工路线
对短轴类零件,轴心线为工艺基准,用三爪自定心卡盘一次装夹完成粗精加工。
其工步顺序如下:
(1) 粗车端面及外圆锥面,留1mm精车余量。
(2)精车外圆锥面到尺寸。
(3)按第一种车锥路线进行加工,终刀距S1=8mm,S2=16mm。
2.选择机床设备
根据零件图样要求,可选用MJ-50型数控卧式车床。
3.选择刀具
根据加工要求,选用两把刀具,T01为90°粗车刀,T02为90°精车刀。同时把这两把刀安装在自动换刀刀架上,且都对好刀,把它们的刀偏值输入相应的刀具参数中。
4.确定切削用量
切削用量的具体数值应根据该机床性能,相关的手册并结合实际经验确定。设定分三次走刀,前两次背吃刀量ap=2mm,最后一次背吃刀量为ap=1mm
。
5.确定工件坐标系
确定以工件右端面在与轴心线的交点O为工件原点,建立X0Z工件坐标系,如图所示。
6.编写程序
按该机床规定的指令代码和程序段格式,把加工零件的全部工艺过程编写成程序清单。
