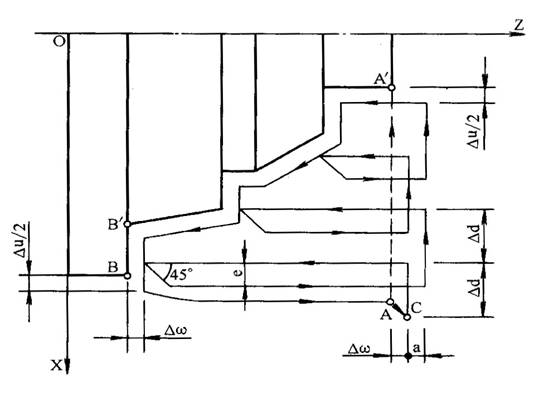
内(外)径粗车复合循环G71,程序段格式如下:
G71 U(△d)
R(e) P(ns) Q(nf) X(△u)
Z(△w)
F S T
其中:
△d―切削深度(背吃刀量、每次切削量),半径值,无正负号,方向由矢量AA′决定;
e―每次退刀量,半径值,无正负;
ns―精加工路线中第一个程序段(即图中AA′段)的顺序号;
nf--精加工路线中最后一个程序段(即图中BB′段)的顺序号;
△u―X方向精加工余量,直径编程时为△u,半径编程为△u/2;
△w―Z方向精加工余量;
例:用G71指令编程。如图1所示,粗车背吃刀量△d=3mm,退刀量e=1mm,X、Z轴方向精加工余量均为0.3mm。
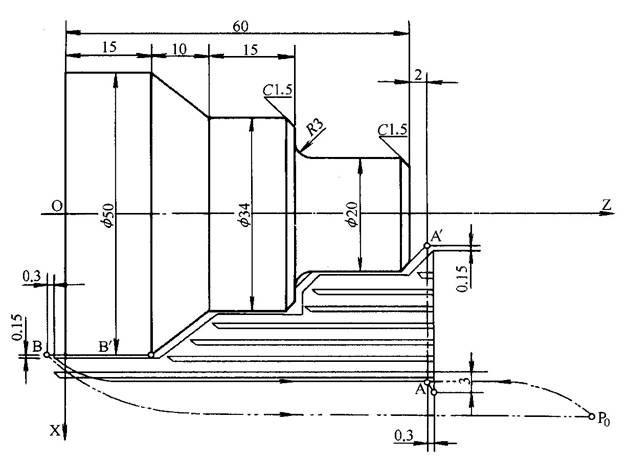
O0071
N10 G98 G92 X70 Z90
N20 M06 T0101
N30 M03 S700
N40 G00 X58 Z62
N50 G71 U3 R1 P60
Q140 X0.3 Z0.3 F200
N60 G41 G00 X13 Z62
F500
N70 G01 X20 Z58.5
N80 X20 Z43
N90 G03 X26 Z40 R3
N100 G01 X31
N110 X34 Z38.5
N120 Z25
N130 X50 Z15
N140 Z-2
N150 G00 X70 Y90 G40
N160 M05
N170 M02
